
Request a Quote
Request a Quote
_1650785659_WNo_1000d560.webp)
Si desea comprar unapunzonadorapara procesar productos, entonces debe saber más sobre el conocimiento del proceso de estampado. Mucha gente sólo conoce el conocimiento unilateral de la prensa, la comprensión del proceso de estampado no es mucha.
En este artículo, espero aprender:
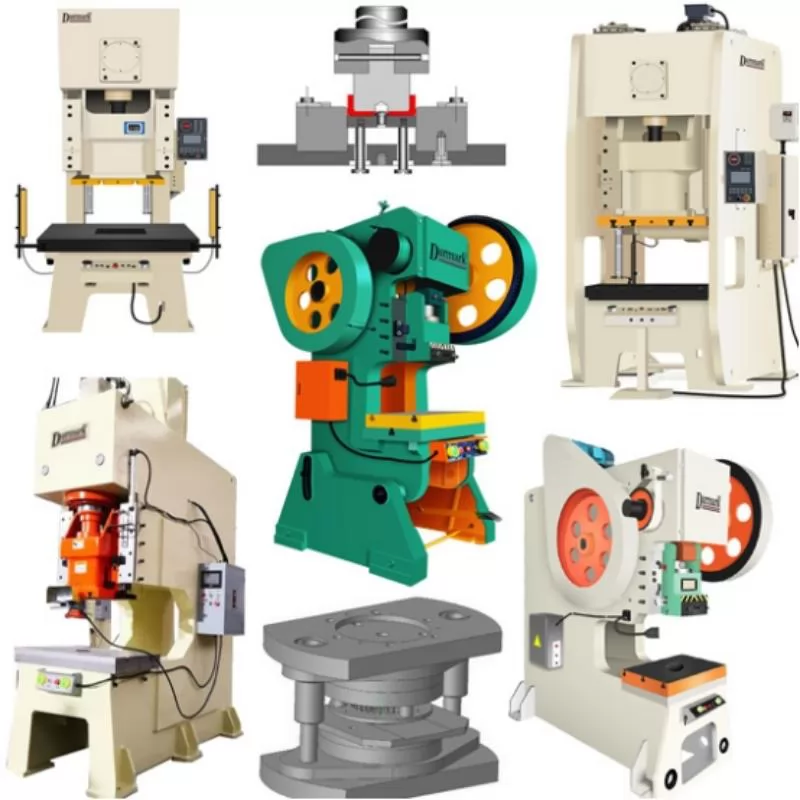
La mesa de punzonado es una prensa punzonadora. En la producción, el proceso de estampado se utiliza cada vez más debido al ahorro de materiales y energía, la alta eficiencia, los bajos requisitos técnicos para el operador y, a través de una variedad de aplicaciones de moldes, se pueden fabricar productos que no se pueden lograr mediante procesamiento mecánico.
La producción de estampado se dirige principalmente a la chapa. A través del molde, podemos fabricar piezas de corte, punzonado, conformado, embutición, acabado, punzonado fino, moldeado, remachado y extrusión, etc., ampliamente utilizadas en diversos campos. Por ejemplo, utilizamos enchufes, tazas, armarios, platos, cajas de ordenador... Hay muchos accesorios que se pueden producir con una punzonadora mediante una matriz.
El principio de diseño de la punzonadora es convertir el movimiento circular en movimiento lineal, impulsar el volante mediante la salida del motor principal, el engranaje impulsor, el cigüeñal a través del embrague (o engranaje excéntrico), la biela, etc., para lograr el movimiento lineal del bloque deslizante, desde El motor principal al movimiento de la biela para un movimiento circular.
La prensa ejerce presión sobre el material para deformarlo plásticamente hasta obtener la forma y precisión deseada, por lo que se debe utilizar un conjunto de moldes (divididos en moldes superior e inferior).
El punzón se divide en: punzón mecánico, punzón neumático, punzón hidráulico,
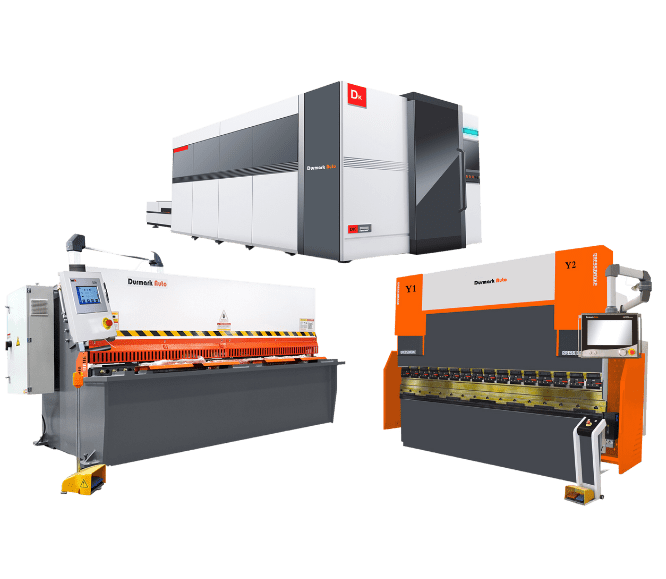
La línea de producción de estampado se divide en: línea de producción de estampado en rollo y línea de producción de estampado de chapa
Doblado: el método de formación de plástico para doblar placas de metal, accesorios de tuberías y perfiles en un cierto ángulo, curvatura y forma. El doblado es uno de los principales procesos ampliamente utilizados en la producción de estampado. La flexión de materiales metálicos es esencialmente un proceso de deformación elástico-plástico. Después de la descarga, la pieza de trabajo producirá una deformación de recuperación elástica en la dirección denominada rebote. La recuperación elástica afecta la precisión de la pieza de trabajo y es la tecnología clave a considerar en el proceso de doblado.
Embutición profunda: la embutición profunda, también conocida como embutición o calandrado, es el método de procesamiento de estampado que consiste en utilizar el molde para fabricar la placa en blanco después del corte en piezas huecas abiertas. Las piezas de pared delgada de formas cilíndricas, escalonadas, cónicas, esféricas, de caja y otras formas irregulares se pueden fabricar mediante un proceso de embutición profunda. Si se combina con otros procesos de estampado, también puede producir piezas extremadamente complejas. Debido a las diferentes características geométricas, la posición de la zona de deformación, la naturaleza de la deformación, la distribución de la deformación y el estado de tensión y la ley de distribución de cada parte de la palanquilla tienen diferencias considerables, incluso diferencias esenciales.
Tirar: es a través del troquel de tracción para ejercer tensión sobre la hoja, de modo que la hoja produzca una tensión de tracción desigual y una tensión de tracción, luego la hoja y la superficie de ajuste del troquel de tracción se expanden gradualmente, hasta que la superficie del modelo de tracción encaje completamente. El objeto de aplicación de la forma de tracción es principalmente la piel de doble curvatura con ciertos materiales de fabricación de plástico, gran superficie, cambios de curvatura suaves y suaves y requisitos de alta calidad. Debido al simple equipo de proceso y al equipo utilizado, la tasa de utilización del material y la productividad son bajas.
Hilado: es un tipo de tecnología de procesamiento rotativo de metales. En el proceso de mecanizado, la pieza en bruto gira activamente con la matriz giratoria o el cabezal giratorio gira activamente alrededor de la pieza en bruto y la matriz giratoria, y el cabezal giratorio se mueve con respecto a la matriz central y la pieza en bruto para hacer que la pieza en bruto produzca una deformación local continua y obtener las piezas huecas del cuerpo giratorio necesarias.
Conformado: consiste en utilizar la forma establecida de la herramienta abrasiva para reparar la forma del producto. Reflejado principalmente en el plano de presión, pie de resorte, etc. En vista de que algunos materiales tienen elasticidad, no se puede garantizar la calidad de una moldura, por lo que es necesario reprocesarlos.
Abultamiento: es el método de procesamiento que consiste en utilizar el molde para hacer que la placa se estire y se adelgace y aumente la superficie local para obtener piezas. Conformación ondulada de uso común, abombamiento de palanquilla cilíndrica y conformación por estiramiento de palanquilla plana. El abultamiento se puede lograr mediante una variedad de métodos, como troquel, caucho e hidráulico.
Bridas: es un método de procesamiento de plástico que dobla el borde de la lámina delgada o el área de banda estrecha del borde del orificio prefabricado en un borde vertical a lo largo de una curva o línea recta. El reborde se utiliza principalmente para fortalecer el borde de las piezas, eliminar los bordes cortados y fabricar piezas que se ensamblan y conectan con otras piezas o piezas tridimensionales con formas específicas complejas y un espacio razonable, al tiempo que se mejora la rigidez de las piezas.
Contracción: es un método de estampación para reducir el diámetro del extremo abierto de las piezas huecas o palanquillas sin pestaña que han sido trefiladas. Antes y después de la contracción del cambio del diámetro del extremo de la pieza de trabajo no debe ser demasiado grande, de lo contrario el extremo del material se comprimirá y arrugará severamente. Por lo tanto, desde un diámetro grande hasta un diámetro pequeño del cuello, a menudo se necesita una contracción múltiple.
Punzón ampliamente utilizado en electrónica, comunicaciones, computadoras, electrodomésticos, muebles, transporte, estampado y conformado de piezas de hardware (automóviles, motocicletas, bicicletas).
El fuselaje es estable sin deformación.
Estable de alta precisión.
Rendimiento de operación confiable y seguro.
Automatización de la producción, ahorro de mano de obra, alta eficiencia.
El ajuste de la velocidad de deslizamiento se divide en ajuste manual y ajuste eléctrico, que es conveniente, confiable, seguro y rápido, y la precisión puede alcanzar 0,1 mm.
Diseño novedoso y protección del medio ambiente. Tiene las ventajas de poco ruido, bajo consumo de energía y ausencia de contaminación.

Elija el equipo de punzonado, en primer lugar, para comprender claramente las características de los productos procesados (incluida la naturaleza del proceso de estampado, el tamaño de la producción, el tamaño geométrico de las piezas estampadas, los requisitos de precisión, la distribución del proceso, los productos terminados, el tratamiento de residuos, etc.).
Las características de todo tipo de equipos de punzonado y estampado (incluido el tamaño de la presión y la potencia, los dispositivos y funciones auxiliares, la carrera, la velocidad, la precisión, el tamaño del espacio del molde, el tamaño del espacio de trabajo, etc.).
Adecuado para la combinación de estas dos características. Es decir, el desempeño del equipo de punzonado seleccionado y el procesamiento de los productos para adaptarse a los requisitos de desempeño del equipo, en la medida de lo posible para no causar faltas o desperdicios. Luego, determine el tipo y las especificaciones del dispositivo.
El tipo de estampado debe seleccionarse de acuerdo con la cantidad y velocidad de los productos de estampado requeridos. Los diferentes modelos de prensa se diferencian en la elección de materiales.
.png)




.png)
.png)