
Request a Quote
Request a Quote
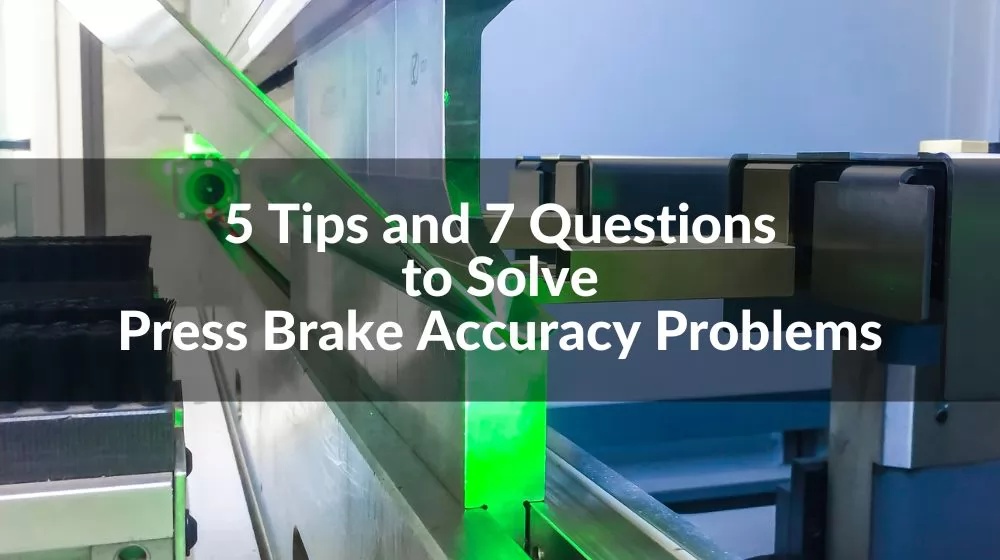
Muchas personas suelen tener problemas con el funcionamiento o la precisión del producto terminado al iniciar su negocio de chapa.
Hoy presentaremos cómo mejorar la precisión de laplegadora y resolveremos problemas comunes.
Espero que te ayude.
Si necesita obtener más información sobre las plegadoras, haga clic para leer el artículo: ¿Qué es una plegadora?
Una máquina dobladora es una máquina que se utiliza para doblar y formar metal. La plegadora impulsa el punzón y la matriz a través de diferentes fuentes de conducción.
El molde puede doblar repetidamente la chapa para formar un perfil, y diferentes espesores y longitudes de material requieren diferentes fuerzas de flexión.
La fuerza de flexión es el tonelaje ejercido por la máquina dobladora. Las plegadoras generan tonelaje de diferentes maneras.
La máquina dobladora mecánica acciona el volante a través de un motor. El personal acciona el embrague para accionar el volante del control de vuelo.
De esta forma, la manivela impulsa el movimiento de otros componentes. El funcionamiento de la plegadora mecánica es relativamente sencillo.
Las plegadoras mecánicas pueden soportar el doblado de grandes tonelajes.
La prensa plegadora hidráulica es impulsada por el movimiento sincrónico de cilindros hidráulicos.
Hay un cilindro hidráulico a cada lado de la columna. El cilindro hidráulico está conectado con el ariete a través del vástago del pistón.
El movimiento del cilindro hidráulico hace que el control deslizante se mueva hacia arriba y hacia abajo. El modo de movimiento de la plegadora hidráulica se divide en enlace ascendente y enlace descendente.
El tope trasero posiciona con precisión la pieza de trabajo mediante el movimiento de diferentes ejes. La plegadora hidráulica tiene las ventajas de una velocidad rápida y alta precisión.
La desventaja es que el tonelaje de flexión es limitado.
La plegadora CNC es una plegadora hidráulica equipada con un sistema CNC.
El sistema de control CNC controla el movimiento de cada pieza. El sistema de control CNC tiene función de programación modular y alta precisión.
Los operadores pueden configurar parámetros a través del sistema de control. Como ángulo de flexión, espesor de la placa, longitud de la brida, tiempo de ciclo, tensión, etc.
La plegadora CNC también está equipada con un sistema de alimentación automático. El movimiento del ariete y el tope trasero controla con precisión la posición de la pieza de trabajo.
El motor impulsa el movimiento sincrónico del eje del tope trasero y el husillo de bolas. El tope trasero mide con precisión la longitud de la brida que se está formando.
Ajuste el ángulo de flexión ajustando el movimiento del ariete a través del sistema de control. Básicamente, existen tres métodos de doblado: doblado por aire, doblado por abajo y doblado en relieve.
La elección del método de plegado tiene mucho que ver con el espesor de la chapa.
Rectitud de la abertura de sujeción del ariete de la plegadora (dirección Y y dirección X).
Precisión de reposicionamiento y precisión de posicionamiento arbitrario de los arietes izquierdo y derecho.
Si el espacio entre el ariete de la máquina dobladora y la guía lineal del marco es razonable.
Si la verticalidad y la inclinación del marco son razonables.
La conexión entre el cilindro y el ariete.
Resistencia y precisión del marco y del ariete.
La precisión de reposicionamiento del sistema de tope trasero es arbitraria (dirección X y dirección R).
Si el sistema informático está bien ajustado.
Si el sistema hidráulico está ajustado en su lugar.
El grado correspondiente de sistema hidráulico y ajuste por computadora.
Si los moldes superior e inferior son precisos.
La deformación, el daño, el desgaste y más del troquel pueden afectar todos los aspectos del doblado de metal. Una vez encontrado, debe informarse y corregirse a tiempo.
Una alineación inexacta de los moldes superior e inferior provocará desviaciones en las dimensiones de flexión. Asegúrese de que la herramienta esté en su lugar durante el proceso de configuración de la herramienta.
Después de que se mueven las posiciones izquierda y derecha del tope trasero, la distancia relativa al troquel inferior cambia. Se puede medir con un pie de rey y luego ajustar con el tornillo del tope trasero.
Si el dispositivo de compensación del molde inferior es preciso y coincide con el diseño del marco.
La fijación del molde superior requiere alta precisión.
El tamaño de apertura de la matriz en forma de V es inversamente proporcional a la presión de flexión. Cuando la longitud y el espesor de la lámina son constantes, cuanto mayor sea la abertura del troquel en forma de V, menor será la presión requerida.
Por lo tanto, al fabricar piezas de trabajo con diferentes espesores, se debe seleccionar el tamaño correcto de abertura del troquel en forma de V según sea necesario.
Un extremo de la máquina dobladora, es decir, cuando se procesa la carga unilateral, afectará la presión de flexión, lo que también es un tipo de daño a la máquina, que está expresamente prohibido.
Al montar el utillaje siempre se debe tensionar la parte media de la máquina.
¿Qué tan recta es la referencia de la chapa? ¿Es uniforme la fuerza sobre la placa de metal? ¿Es consistente el espesor de la chapa?
Al doblar, el paralelismo entre la pieza de trabajo y el molde inferior no es suficiente, y la pieza de trabajo rebota después de presionar el molde superior, lo que afecta el tamaño de flexión.
Las propiedades y el espesor del material afectarán el ángulo de flexión, por lo que la inspección inicial y la inspección aleatoria deben reforzarse cada vez que se dobla la pieza de trabajo.
Si la plegadora no se limpia eficazmente durante mucho tiempo, la suciedad acumulada provocará desgaste en piezas y moldes.
Algunos artículos diversos rayarán la pieza de trabajo y el polvo de la máquina afectará el trabajo de la plegadora.
Limpie la máquina dobladora y las herramientas antes y después de usar la plegadora.
Retire todos los residuos, aceite y polvo para evitar que entre polvo en la plegadora.
La limpieza regular de la máquina dobladora puede prolongar la vida útil de la máquina.
Si los empujes izquierdo y derecho son consistentes cuando el operador empuja el material a doblar, o si los datos del sistema son incorrectos y el sistema no está ajustado correctamente cuando se usa.
Cuando el ángulo de flexión primario no es suficiente, afectará el tamaño de flexión secundaria y el error de flexión acumulado provocará un aumento en el error de la dimensión exterior de la pieza de trabajo. La presión requerida varía con la longitud y el espesor de la pieza de trabajo, y la longitud y el espesor de la lámina son proporcionales a la presión. Cuando cambia la longitud y el grosor de la pieza de trabajo, es necesario cambiar la capacidad de plegado.
El desgaste prolongado del riel guía y una mala lubricación provocan un aumento del juego.
Es necesario comprobar el grado de desgaste del riel guía y ajustar la holgura.
Si el desgaste es severo, es necesario reemplazar la placa de presión del riel.
No lubricar a tiempo aumentará la fricción entre las piezas deslizantes.
Sistema de lubricación automático o semiautomático para evitar una lubricación intempestiva.
Elija entre placa de bronce de estaño o hierro dúctil. La superficie de la junta se procesa mediante una máquina rectificadora.
El perno de conexión está más bajo que la superficie de la junta y hay una ranura dentada para aceite lubricante.
La flexión prolongada hará que el control deslizante de la plegadora y la parte central de la mesa se abulten. Esta protuberancia se llama deflexión, que se refiere a la cantidad de protuberancia del ariete y la base bajo la carga de tonelaje máximo. El centro del control deslizante sobresale hacia arriba y el centro de la mesa se curva hacia abajo. Y la desviación de la máquina dobladora está limitada por la carga de tonelaje máximo. Si se retira la carga, el control deslizante y la mesa pueden volver a su condición normal.
Sin embargo, si el ariete y la mesa están defectuosos, la carga de tonelaje es excesiva, lo que puede causar que el centro del émbolo y la mesa se vuelque temporal o permanentemente. La distancia entre el centro del control deslizante y la base es mayor que la distancia entre sus dos extremos. Para piezas largas, el ángulo de flexión central es mayor que los ángulos de flexión en ambos extremos.
Obviamente, este defecto afectará la precisión de conformado de piezas de trabajo curvas y piezas de trabajo en forma de canoa. Si el tonelaje de la máquina es ajustable, la carga debe ajustarse gradualmente dentro del rango de tonelaje nominal. También es necesario equipar la máquina con un dispositivo de coronación y utilizar cuñas para contrarrestar la desviación del cursor.
Si la deflexión ya no se puede compensar, sólo se puede corregir reelaborando el ariete y la mesa.
La velocidad del ariete es demasiado lenta cuando baja, lo que puede deberse a que el riel guía está demasiado apretado. No hay señal de la servoválvula o los ejes del tope trasero no están ajustados en su lugar. También es posible que el émbolo no haya regresado a la posición superior. La válvula de llenado y el anillo de sellado tienen fugas o la válvula de llenado está atascada.
Necesito comprobar:
Si el radio de curvatura es demasiado pequeño, la presión en la punta del troquel será demasiado alta. Esto puede dañar las herramientas y provocar una flexión imprecisa de la pieza de trabajo porque diferentes materiales tienen diferente ductilidad y resistencia a la tracción.
Tome las siguientes medidas para evitar daños a la herramienta y a la pieza de trabajo:
El radio de curvatura se determina según las especificaciones del material de cada proceso.
Las curvas longitudinales tienen un radio de curvatura mayor y las curvas transversales tienen un radio de curvatura menor.
La apertura de la pieza de trabajo, como espacios, huecos, etc., está demasiado cerca del diámetro de flexión, lo que provocará la deformación de la pieza de trabajo.
La distancia entre la abertura de la placa y la línea de curvatura debe ser al menos tres veces el espesor de la placa.
Falla del motor principal, como cableado suelto, falla de energía de control, etc.
También hay que tener en cuenta que el botón de parada de emergencia no se suelta.
También hay daños en el contactor de CA, sobrecarga del circuito, relé térmico, etc.
Compruebe si el cableado de la fuente de alimentación conmutada está suelto y si el botón de parada de emergencia está suelto.
Si el circuito tiene protección contra sobrecargas y si otros componentes están dañados.
Después de doblar, aparecerán grietas en la superficie de la pieza de trabajo. Esto se debe a que el radio de curvatura en el molde es demasiado pequeño, el espacio de curvatura es demasiado pequeño o el material en sí es defectuoso y las rebabas del material miran hacia afuera.
Ocasionalmente, la cara del extremo curvo de la pieza de trabajo estará hinchada y desigual. Esto se debe a que la superficie exterior del material se encoge y deforma después de estirarse. Cuando la superficie interior se comprime, se doblará y deformará.
Es necesario mejorar el acabado de la herramienta y aumentar el radio de curvatura de la misma. Ajuste el espacio de flexión y elija materiales metálicos con buena plasticidad. Haga que el radio del filete del molde corresponda al filete externo de la pieza.
El orificio y el núcleo de la válvula están bloqueados y el anillo de sellado del pistón del cilindro tiene fugas.
Compruebe si la válvula del acelerador y el carrete están bloqueados y elimine el bloqueo a tiempo.
Compruebe que la boca de llenado del depósito no esté cubierta de líquido hidráulico.
El fluido hidráulico debe llenar completamente el tanque para poder ventilar el gas.
Compruebe si hay fugas en el anillo de sellado del pistón y sustitúyalo a tiempo.
El uso y mantenimiento adecuados de su plegadora harán que su negocio avance aún más.
Si está buscandouna plegadorade alta calidad , bienvenido a contactarnos.
.png)




.png)
.png)