
Request a Quote
Request a Quote
La tecnología de procesamiento de chapa continúa mejorando, especialmente en algunas aplicaciones como el doblado de precisión de acero inoxidable, el doblado de piezas decorativas de acero inoxidable, el doblado de aleaciones de aluminio, el doblado de piezas de aviones, el doblado de placas de cobre, etc., lo que plantea requisitos más altos para la calidad de la superficie de la pieza formada. El proceso de doblado tradicional es fácil de dañar la superficie de la pieza de trabajo, y la superficie en contacto con el troquel formará una muesca o un rasguño obvio, lo que afectará la estética del producto final y reducirá el juicio de valor del producto por parte de los usuarios.
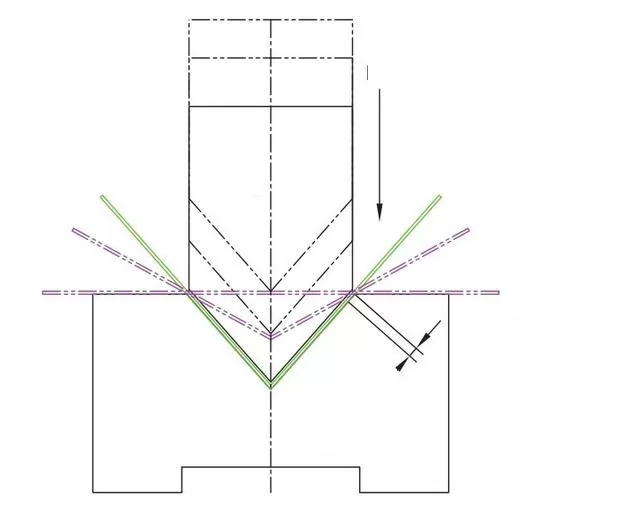
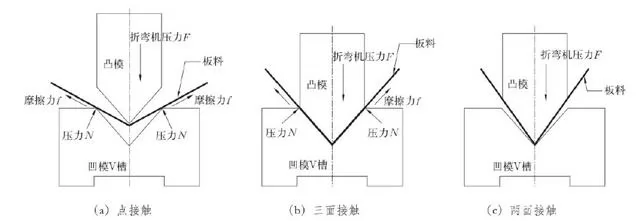
Este artículo toma como ejemplo el doblado de una pieza en forma de V. El doblado de chapa es un proceso en el que la chapa primero se deforma elásticamente y luego se deforma plásticamente bajo la presión del punzón o matriz de la máquina dobladora. En la etapa inicial del doblado de plástico, la chapa se dobla libremente. Con la presión del punzón o matriz sobre la placa, la placa y la superficie interna de la ranura en V de la matriz se cierran gradualmente, mientras que el radio de curvatura y el brazo de fuerza de flexión se hacen gradualmente más pequeños y continúan presionando hasta el final de la carrera. de modo que el troquel y la placa se acerquen al contacto total de tres puntos, en este momento complete una flexión en V. Al doblar, debido a que la chapa de metal será extruida por el troquel de doblado para producir una deformación elástica, el punto de contacto entre la chapa y el troquel se deslizará junto con el proceso de doblado. En el proceso de doblado, la chapa pasará por dos etapas distintas de deformación elástica y deformación plástica. En el proceso de doblado, habrá un proceso de mantener la presión (contacto de tres puntos entre el troquel y la chapa), por lo que una vez completado el proceso de doblado, se formarán tres líneas de hendidura. Estas líneas de indentación generalmente se producen por la fricción de extrusión entre la lámina y el hombro de la ranura en V de la matriz, por lo que se denominan indentación en el hombro. Como se muestra en la Fig. 1 y la Fig. 2, las principales causas de la sangría del hombro se pueden clasificar simplemente de la siguiente manera.

Dado que la indentación del hombro está relacionada con el contacto entre la placa y el hombro con ranura en V de la matriz, el espacio entre el punzón y la matriz afecta la tensión de compresión de la placa durante el proceso de doblado, y la probabilidad y el grado de indentación también son diferente, como se muestra en la Figura 3. Bajo la misma condición de ranura en V, cuanto mayor sea el ángulo de flexión de la pieza de trabajo, mayor será la deformación de la chapa bajo tensión y mayor será la distancia de fricción entre la chapa y el hombro de la ranura en V; además, cuanto mayor sea el ángulo de flexión, mayor será el tiempo de retención de la presión ejercida por el punzón sobre la chapa y más evidente será la hendidura provocada por la combinación de estos dos factores.
.png)




.png)
.png)